四川碳纖維拉擠設(shè)備報價
發(fā)布時間:2022-05-09 01:57:22
四川碳纖維拉擠設(shè)備報價
3、預(yù)成型:浸漬過的增強材料穿過預(yù)成型裝置,以連續(xù)方式謹慎地傳遞,以便確保它們的相對位置,逐漸接近制品的Z終形狀,并擠出多余的樹脂,然后再進入模具,進行成型固化。4、模具:模具是在系統(tǒng)確定的條件下進行設(shè)計的。根據(jù)樹脂固化放熱曲線及物料與模具的摩擦性能,將模具分成三個不同的加熱區(qū),其溫度由樹脂系統(tǒng)的性能確定。模具是拉擠成型工藝中Z關(guān)鍵的部分,典型模具的長度范圍在0.6~1.2m之間。5、牽引裝置:牽引裝置本身可以是一個履帶型拉出器或兩個往復(fù)運動的夾持裝置,以便確保連續(xù)運動。6、切割裝置:型材由一個自動同步移動的切割鋸按需要的長度切割

四川碳纖維拉擠設(shè)備報價
在使用玻璃鋼拉擠設(shè)備過程中一定要注意輕拿輕放,成型面不能接觸到銳利的東西。避免鐵質(zhì)等硬物的撞擊,脫模時應(yīng)該盡量避免直接敲擊成型面,暫時不使用的模具應(yīng)該平放好。在剛開始使用機器時,應(yīng)該注意一點機器的油泵初次啟動時泵體內(nèi)應(yīng)該灌滿油,冬季啟動油泵時要先進行預(yù)熱,當機器的工作油溫過高時,要及時停機冷卻。定期更換機器的易損件和滅火設(shè)備,保持工作電壓的穩(wěn)定,防止電磁鐵等電氣元件燒壞。很長時間不用的設(shè)備,在上面糊一層玻璃鋼保護層,以保護機器表面不受損壞或者罩上塑料薄膜予以保護。

四川碳纖維拉擠設(shè)備報價
拉擠設(shè)備在出產(chǎn)使用過程中,因環(huán)境差異,而構(gòu)成拉擠設(shè)備失效,影響了出產(chǎn)發(fā)展。 玻璃鋼拉擠設(shè)備在出產(chǎn)使用過程中,因環(huán)境差異,而構(gòu)成玻璃鋼拉擠設(shè)備失效,影響了出產(chǎn)發(fā)展。詳細影響玻璃鋼拉擠設(shè)備使用壽命的要素咱們來做下總結(jié):1、塑性變形如凹模出現(xiàn)型腔陷落、型孔擴大、棱角倒陷落以及凸模出現(xiàn)鐓粗、縱向彎曲等現(xiàn)象。特別熱作配備,使型腔外表溫度高出熱作配備鋼的回火溫度,型槽內(nèi)壁因為軟化而被壓塌或壓堆。2、磨喪失效:磨喪失效是指刃門鈍化、棱角變圓、平面下陷、外表溝痕、脫落粘膜等。
四川碳纖維拉擠設(shè)備報價
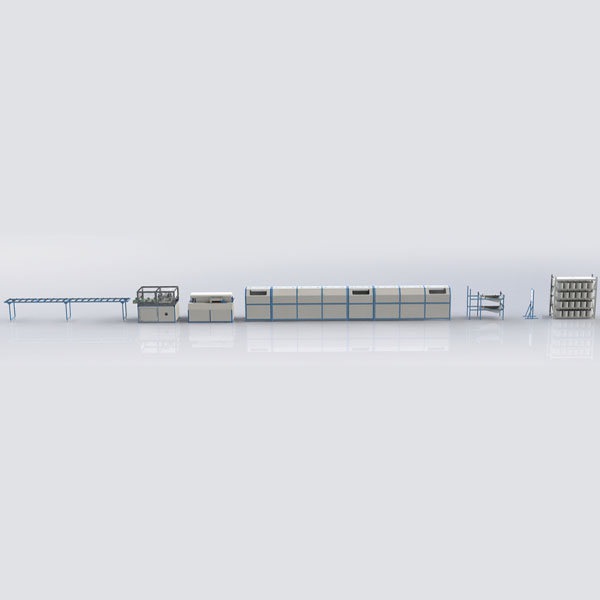
玻璃鋼拉擠設(shè)備介紹包括:液壓式和履帶式兩種一、液壓牽引玻璃鋼拉擠設(shè)備:包括模具架、液壓站、牽引機和運行溫控電控箱。二、液壓夾緊覆帶式牽引拉擠設(shè)備:包括模具架、液壓站、牽引機和運行溫控電控箱。三、拉擠設(shè)備生產(chǎn)線還包括以下輔助設(shè)備。1、紗架、浸膠槽和型材架2、電動切氈機3、手動升降樹脂攪拌機4、手動磕頭式水噴淋型材切割機5、液壓推進水噴淋型材切割機6、液壓推進水噴淋型材自動定尺切割系統(tǒng)

四川碳纖維拉擠設(shè)備報價
該生產(chǎn)線緊張用于生產(chǎn)種種玻璃鋼拉擠型材,復(fù)合導(dǎo)線芯 如玻璃鋼電纜掩護管、玻璃鋼管材、玻璃鋼棒材、玻璃鋼大棚桿、玻璃鋼風(fēng)箏桿、玻璃鋼帳篷桿、玻璃鋼工字型材、玻璃鋼角型材、玻璃鋼槽型材、方型材、枵腹型材及玻璃鋼絕緣梯等。其制品普遍實用于各個范疇:電工、防腐工程、構(gòu)筑工業(yè)、交通、活動娛樂及別的方面。履帶式玻璃鋼拉擠生產(chǎn)線獨有的模具架計劃,生產(chǎn)進程中可實現(xiàn)三維調(diào)治,有效壓緊長度達4米