臺灣碳纖維拉擠設備哪家好
發布時間:2023-04-22 01:50:07
臺灣碳纖維拉擠設備哪家好
3、預成型:浸漬過的增強材料穿過預成型裝置,以連續方式謹慎地傳遞,以便確保它們的相對位置,逐漸接近制品的Z終形狀,并擠出多余的樹脂,然后再進入模具,進行成型固化。4、模具:模具是在系統確定的條件下進行設計的。根據樹脂固化放熱曲線及物料與模具的摩擦性能,將模具分成三個不同的加熱區,其溫度由樹脂系統的性能確定。模具是拉擠成型工藝中Z關鍵的部分,典型模具的長度范圍在0.6~1.2m之間。5、牽引裝置:牽引裝置本身可以是一個履帶型拉出器或兩個往復運動的夾持裝置,以便確保連續運動。6、切割裝置:型材由一個自動同步移動的切割鋸按需要的長度切割

臺灣碳纖維拉擠設備哪家好
玻璃鋼拉擠設備主要用于玻璃鋼產品的生產,其產品廣泛應用于電工、防腐工程、建筑工業、交通運輸等領域,是生產FRP產品的理想設備。實際上,有些事情是需要特別注意的。一次加工完成的產品需要及時停止加工,清理模具和樹脂槽。高溫超高溫是一種危險信號,若不慎引起玻璃鋼產品表面破裂,應及時降低溫度,提高拉擠速度。在停電、停水或設備出現故障的情況下,應將鐵質鍍鋅棒芯退出模具套口。此外,在使用玻璃鋼拉擠機后,要把鐵架和模具清理干凈,以便下次使用。在離開生產車間時檢查電源、水源、氣源及各部件的關閉情況。

臺灣碳纖維拉擠設備哪家好
玄武巖纖維(basalt fiber)除具有高技術、高強度、高模量的特點外還具有耐高溫及低溫性能佳(-269-650℃)、耐酸堿、抗氧化、抗輻射絕熱隔音、防火阻燃、過濾性好、抗壓縮強度和剪切強度高,適應于各種環境下使用等優異性能。與鋼材相比,玄武巖纖維強度比鋼高,可承受的強度可以達到1000余兆帕,是普通鋼筋的3倍以上,密度則只有鋼材的1/4左右,在700℃條件下強度不改變。玄武巖纖維織品可制成氈、帶繩板、棒等,與樹脂結合還可制成多種復合材料,廣泛應用于消防、環保、航空航天、軍工、汽車船舶制造、工程塑料及建筑等領域。

臺灣碳纖維拉擠設備哪家好
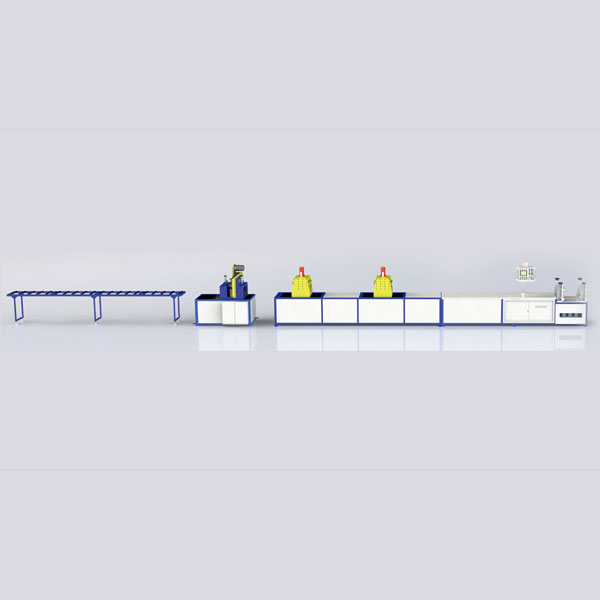
拉擠工藝的優點:(1)復合材料制品的物理力學性能,特別是縱向比強度和比剛度相當突出。(2)工藝過程容易實現自動控制,產品質量穩定。(3)工藝過程中基本上不產生邊角廢料,原材料有效利用率高。(4)生產效率高。(5)制品長度只受生產空間限制,而與設備能力和工藝因素無關。(6)隨著原材料品種和規格的逐步完善以及工藝水平的提高,任何復雜截面的直線形產品均可成型。玻璃鋼拉擠生產線拉擠工藝是一種生產FRP線性型材的成型方法, 它是在牽引裝置的帶動下,將無捻玻璃纖維粗紗和其他連續增強材料進行膠液浸漬、預成型,然后通過加熱的成型模具固化成型,從而實現FRP制品的連續生產。
臺灣碳纖維拉擠設備哪家好
玻璃鋼拉擠生產線拉擠工藝中常見缺陷及糾正措施1、剝落當部件表面有固化樹脂顆粒從模中出來時,這種現象稱為剝落或脫落。糾正措施: 提高入口端模的溫度,使樹脂更快固化。 降低線速度,使樹脂更早固化。 停線清理(30至60秒)。 增加低溫引發劑的濃度2、氣泡部件表面出現起泡現象時。糾正措施:提高入口端模的溫度,使樹脂更快固化降低線速度,與上述措施作用相同提高強化水平。起泡經常由玻璃纖維含量低導致的空隙引起。