鎮江復合材料拉擠設備哪家好
發布時間:2023-04-02 01:53:29
鎮江復合材料拉擠設備哪家好
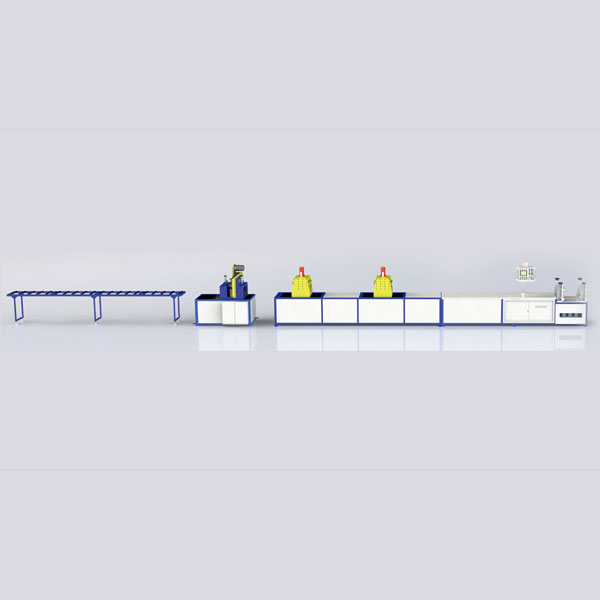
4、模具:模具是在系統確定的條件下進行設計的。根據樹脂固化放熱曲線及物料與模具的摩擦性能,將模具分成三個不同的加熱區,其溫度由樹脂系統的性能確定。模具是拉擠成型工藝中Z關鍵的部分,典型模具的長度范圍在0.6~1.2m之間。5、牽引裝置:牽引裝置本身可以是一個履帶型拉出器或兩個往復運動的夾持裝置,以便確保連續運動。6、切割裝置:型材由一個自動同步移動的切割鋸按需要的長度切割
鎮江復合材料拉擠設備哪家好
中國巨石正在埃及建設一座20萬噸產能的工廠,并在美國南卡羅來納州建立了一座產能為8萬噸的工廠。日本NEG則收購了美國PPG的玻璃纖維業務,擴大了在美國的業務。隨著越來越多的原始設備制造商使用復合材料,玻璃鋼的未來看起來很有希望。在許多應用領域——混凝土加強筋、窗框型材、電線桿、鋼板彈簧等——復合材料的使用率還不到1%。對技術和創新的投資將有助于復合材料市場在此類應用中的顯著增長。但這將需要開發顛覆性技術、行業公司之間的重大合作、重新設計價值鏈以及銷售復合材料和Z終用途產品的新方法。

鎮江復合材料拉擠設備哪家好
一次加工完成的產品需要及時停止加工,清理模具和樹脂槽。高溫超高溫是一種危險信號,若不慎引起玻璃鋼產品表面破裂,應及時降低溫度,提高拉擠速度。在停電、停水或設備出現故障的情況下,應將鐵質鍍鋅棒芯退出模具套口。此外,在使用玻璃鋼拉擠機后,要把鐵架和模具清理干凈,以便下次使用。在離開生產車間時檢查電源、水源、氣源及各部件的關閉情況。玻璃鋼拉擠設備主要用于玻璃鋼產品的生產,其產品廣泛應用于電工、防腐工程、建筑工業、交通運輸等領域,是生產FRP產品的理想設備。實際上,有些事情是需要特別注意的。
鎮江復合材料拉擠設備哪家好
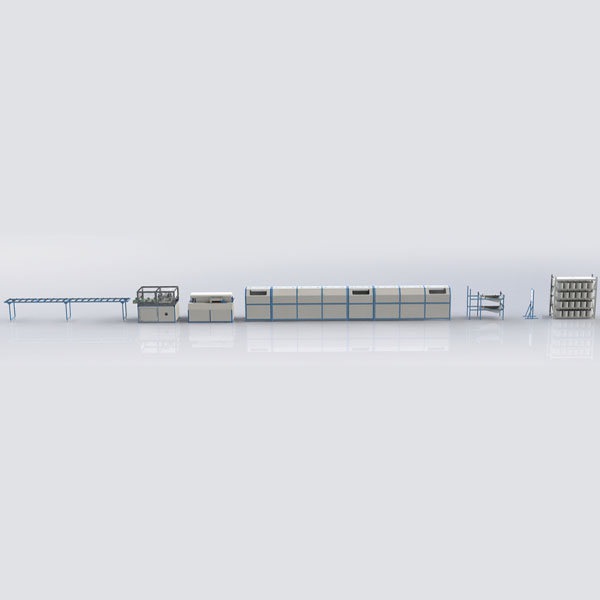
玻璃鋼拉擠生產線拉擠工藝是一種生產FRP線性型材的成型方法, 它是在牽引裝置的帶動下,將無捻玻璃纖維粗紗和其他連續增強材料進行膠液浸漬、預成型,然后通過加熱的成型模具固化成型,從而實現FRP制品的連續生產。拉擠工藝早在1948年就有人研究,1951年首先在美國注冊,取得專利,真正進入結構材料領域還是70年代初的事。在那之后,拉擠工藝才成為一種廣泛應用的工藝技術,并逐漸引起社會各界的重視。伴隨著原材料以及設備制造水平的提高,拉擠工藝的許多關鍵技術取得重大突破,獲得了迅速的發展。

鎮江復合材料拉擠設備哪家好
研究表示,復合材料的許多優異性能不僅使其成為建筑的首選材料,同時也使得它成為可持續的、環保的建筑材料。Startlink系統是基于許多拉擠型材的低成本熱效能家庭的可持續模塊化施工系統的示例,螺栓和“卡扣”在一起可實現快速組裝。復合材料穩定性好、惰性大、不透水,只需要增加隔熱層來建造房屋。拉擠成型消除了熱橋接和拉拔型材的固有尺寸穩定性,這意味著材料很容易實現氣密性。材料混合在一起只有18噸,拉擠部件也很輕,無需重型起重設備就能很容易的處理和安裝。

鎮江復合材料拉擠設備哪家好
2、涂敷成型:在模具的外表面包上一層透明的玻璃紙,固定好后在其表面涂滿己調好的樹脂涂料。要均勻而不露玻璃紙。然后敷上一層玻璃布,再徐一層樹脂涂料。每涂一層樹脂使敷一層玻璃布,布的搭頭要相互錯開且副平。外面一層玻璃布表面還應再涂一層樹脂涂料,達到要求厚度以后,再用玻璃紙敷于外表面撫平壓光。3、固化脫模:涂敷成型的玻璃鋼拉擠設備經過一段時間的同壓而達到-定強度后方可脫模。脫模時應先拆除預先準備好的脫模支撐點,以使模具與成型的風管分開;然后再退出模具。